
Réponse directe : Les brides de tuyauterie industrielles sont des points singuliers qui interrompent l’isolation des réseaux à chaque assemblage boulonné. Un matelas isolant démontable sur-mesure — en laine de roche, fibre céramique ou aérogel selon la température — réduit leurs pertes thermiques de 85 à 90 % tout en laissant l’accès aux boulons libre en moins de 3 minutes. Une bride DN100 nue sur vapeur à 150°C dissipe 80-120 W, soit 84-126 €/an de pertes ; 20 brides non isolées sur un collecteur représentent 1 680-2 520 €/an de gaspillage. Pour une vue d’ensemble des points singuliers industriels et de leurs enjeux, consultez notre guide de référence.
Points clés à retenir
- Les brides sont les points singuliers les plus nombreux sur tout réseau industriel : un réseau vapeur de taille moyenne compte 500 à 2 000 brides, dont beaucoup restent non isolées faute de solution pratique.
- Le matelas démontable sur-mesure est la seule solution compatible avec les contrôles de couple périodiques (ASME PCC-1, EN 1591) : retrait en moins de 3 minutes sans outil.
- Perte type d’une bride DN100 vapeur 150°C : 80-120 W = 700-1 050 kWh/an = 84-126 €/an ; ROI matelas : 8-18 mois (4-10 mois avec CEE).
- Matériaux selon température : élastomère (<100°C), laine de roche (100-500°C), fibre céramique (>500°C), aérogel (encombrement réduit, <200°C).
- Fiche CEE applicable : IND-UT-116 (isolation de points singuliers sur réseaux vapeur/condensat), prime 0,30-0,50 €/kWh cumac.
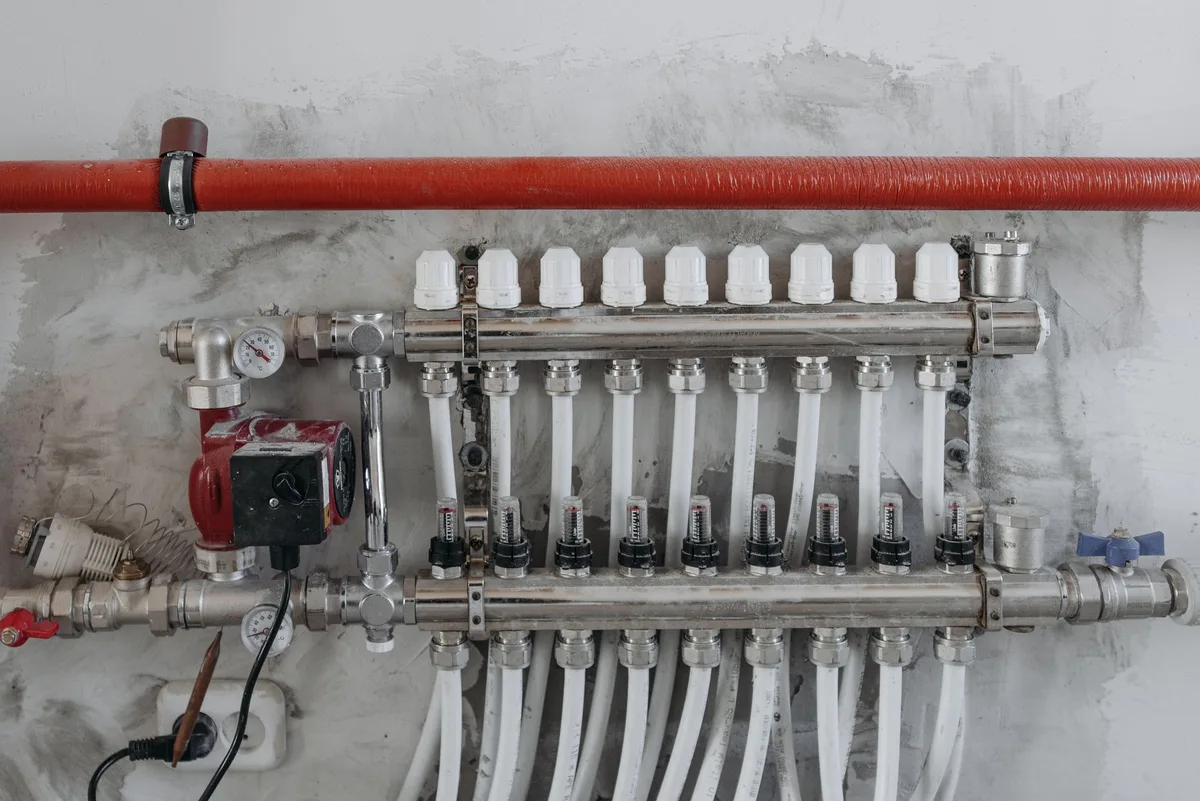
Les brides de tuyauterie sont l’archétype du point singulier négligé. Visibles sur tous les réseaux industriels — vapeur, eau chaude, huile thermique, gaz, air comprimé — elles constituent des interruptions systématiques du manteau isolant à chaque assemblage boulonné. Un réseau de vapeur de 2 km de tuyauterie peut compter 800 à 1 500 brides selon son niveau de ramification. Si la tuyauterie droite est correctement calorifugée (en coquilles avec parement aluminium), les brides restent souvent nues — faute de solution technique pratique permettant de les isoler sans bloquer l’accès aux boulons. Cet article explique comment choisir, dimensionner et mettre en œuvre les matelas isolants démontables adaptés à chaque configuration.
Pourquoi les brides créent-elles des discontinuités d’isolation problématiques
Une bride de tuyauterie est un assemblage de deux collerettes boulonnées de part et d’autre d’un joint d’étanchéité. Ses caractéristiques thermiques diffèrent radicalement de la tuyauterie droite qu’elle relie. Premièrement, la masse métallique d’une bride PN40 DN100 est de 8 à 15 kg d’acier carbone ou inoxydable — une masse thermique considérable qui absorbe et diffuse la chaleur du fluide bien au-delà du corps de la tuyauterie. Deuxièmement, la surface rayonnante d’une bride est nettement supérieure à celle d’un simple tronçon de tube : la collerette, les boulons, les écrous et les rondelles créent une géométrie complexe avec une surface externe totale 3 à 5 fois supérieure à celle d’un tube de même DN et même longueur. Troisièmement, le facteur de forme (fins et ailettes des boulons) accentue les échanges convectifs avec l’air ambiant.
Sur un réseau de vapeur industrielle à 150°C, la température de surface d’une bride nue atteint 130 à 150°C — générant un risque brûlure sévère (contact < 0,1 s selon EN 563) en plus des pertes énergétiques. Les brides représentent également des points de faiblesse pour la corrosion sous isolation (CUI — Corrosion Under Insulation) : les zones non isolées autour des brides permettent l’accumulation d’humidité et l’oxydation préférentielle des boulons et des collerettes, réduisant la durée de vie des assemblages boulonnés.
Pourquoi les coquilles rigides sont inadaptées aux brides
Le réflexe naturel des équipes maintenance est de tenter d’envelopper les brides avec les mêmes coquilles de laine de roche ou de polyuréthane utilisées pour la tuyauterie droite adjacente. Cette approche se heurte à deux obstacles majeurs.
L’accès aux boulons : Les brides nécessitent des contrôles de couple réguliers. Lors des montées et descentes en température (démarrage de production, arrêt planifié, arrêt d’urgence), les boulons d’assemblage subissent des cycles de dilatation/contraction qui provoquent une relaxation de la précharge (bolt load relaxation). Les standards industriels ASME PCC-1 (guidelines for pressure boundary bolted flange joint assembly) et EN 1591-1 imposent un re-serrage après le premier cycle thermique complet, puis une vérification annuelle sur les lignes à haute pression. Une coquille rigide sertie autour de la bride bloque cet accès et peut conduire à des fuites d’étanchéité coûteuses, voire dangereuses sur les fluides toxiques ou inflammables.
La géométrie variable : Les brides existent en dizaines de normes (ANSI B16.5 en classes 150, 300, 600, 900, 1500 lb ; normes européennes EN 1092-1 en PN6, PN10, PN16, PN25, PN40, PN63, PN100), avec des diamètres nominaux allant de DN15 à DN1200 et différentes configurations de boulonnage. Aucune coquille standard du commerce ne peut couvrir cette diversité. Le calorifugeage de tuyauterie standard ne peut donc pas être simplement prolongé sur les brides sans adaptation spécifique.
Le matelas démontable sur-mesure : structure, matériaux et fixation
Le matelas isolant démontable (MID) pour bride est fabriqué sur mesure après relevé de cotes précis. Il se compose systématiquement de trois couches fonctionnelles. L’enveloppe extérieure assure la protection mécanique et la résistance aux intempéries : tissu de verre enduit silicone (Tmax 800°C, M1), acier inoxydable tissé 316L (Tmax 1 000°C), ou vinyle renforcé pour les applications basse température. Le garnissage isolant réduit les pertes thermiques : laine de roche haute densité (80-120 kg/m³, λ = 0,038 W/m·K à 200°C) pour la plage 100-500°C, fibre céramique réfractaire pour les très hautes températures, aérogel de silice pour les contraintes d’encombrement. Le parement intérieur protège la laine de l’abrasion lors des manipulations : tissu de verre ou acier inox fin.
La fixation utilise des sangles en acier inoxydable avec boucles auto-bloquantes ou des fermetures Velcro haute température (Tmax 230°C pour le Velcro standard, 450°C pour les versions inox). Le matelas est découpé en 2 à 4 pièces qui s’assemblent autour de la bride par enveloppement : typiquement deux demi-coquilles en U qui se rejoignent dans l’axe de la tuyauterie, avec des rabats sur les têtes de boulon. Un œillet coloré et une étiquette inox gravée avec le numéro de ligne et le DN permettent la traçabilité. Pour les matelas isolants sur points singuliers en général, la conception suit les mêmes principes.

Tableau : pertes thermiques d’une bride nue selon DN et température de fluide
| DN bride (PN40) | T° fluide vapeur | Perte estimée (W) | Perte annuelle (kWh) | Coût annuel (€/an) | Coût matelas posé (€) |
|---|---|---|---|---|---|
| DN25 | 150°C (vapeur 4 bar) | 25-40 W | 220-350 kWh | 26-42 € | 50-80 € |
| DN50 | 150°C (vapeur 4 bar) | 45-70 W | 390-610 kWh | 47-73 € | 70-120 € |
| DN100 | 150°C (vapeur 4 bar) | 80-120 W | 700-1 050 kWh | 84-126 € | 100-200 € |
| DN100 | 200°C (vapeur 15 bar) | 120-180 W | 1 050-1 575 kWh | 126-189 € | 120-220 € |
| DN200 | 180°C (vapeur 10 bar) | 200-320 W | 1 750-2 800 kWh | 210-336 € | 200-400 € |
| DN300 | 200°C (vapeur 15 bar) | 350-550 W | 3 060-4 800 kWh | 367-576 € | 350-600 € |
| DN500 | 250°C (vapeur 40 bar) | 700-1 100 W | 6 130-9 630 kWh | 736-1 156 € | 600-1 200 € |
Base de calcul : T° ambiante 20°C, coefficient convectif naturel 10 W/m²·K, émissivité acier oxydé 0,7. Prix gaz industriel : 120 €/MWh. Coût matelas posé : fourniture + main-d’œuvre, sans prime CEE.
Normes de référence et standards applicables
L’isolation des brides de tuyauterie industrielles s’inscrit dans un cadre normatif précis. La norme EN ISO 12241 (isolation thermique des équipements de bâtiment et des installations industrielles — méthodes de calcul) définit les méthodes de dimensionnement des épaisseurs d’isolant et la vérification des températures de surface. La norme EN 563 fixe les seuils de température de contact (55°C pour les surfaces accessibles permanentes, 65°C pour les surfaces accessibles occasionnellement) que l’isolation doit respecter. L’ASME PCC-1 et la norme EN 1591-1 encadrent les procédures de serrage et de contrôle des brides boulonnées, confirmant l’impérativité de l’accès aux boulons.
Pour les normes dimensionnelles des brides elles-mêmes, les séries ANSI B16.5 (brides acier ½ » à 24″, classes 150 à 2500 lb) et EN 1092-1 (brides acier DN10 à DN4000, PN6 à PN400) définissent les diamètres de perçage, le nombre et le diamètre des boulons, et les dimensions de face. Ces données géométriques normalisées permettent aux fabricants de matelas de préprogrammer des gabarits de coupe pour les configurations les plus courantes, réduisant les délais de fabrication à 1 à 3 semaines pour les DN standards. Les DN non standards (notamment en norme JIS pour les équipements d’origine japonaise) nécessitent un relevé de cotes sur site systématique.
Mise en œuvre sur chantier et retour d’expérience
La pose des matelas démontables sur les brides de tuyauterie peut être réalisée sans arrêt de la ligne et sans consignation, à condition que la température de surface de la bride soit compatible avec la manipulation (port de gants de protection thermique EN 407 pour les surfaces > 60°C). Le processus standard est le suivant : positionnement des demi-pièces du matelas autour de la bride par enveloppement, fermeture des sangles ou Velcro en commençant par la partie inférieure, vérification de l’absence de jeu et de l’accessibilité des têtes de boulon. Une équipe de deux techniciens peut poser 20 à 30 matelas de bride DN50-DN100 en une journée de travail.
Un retour d’expérience emblématique : une usine de production de papier kraft (papeterie) disposait d’un réseau vapeur à 12 bar (190°C) alimentant ses séchoirs. Un audit thermographique infrarouge a recensé 340 brides DN50 à DN200 non isolées sur l’ensemble du circuit. Le calcul de pertes totales s’établissait à 89 kW en continu — soit 779 MWh/an et 93 500 €/an au tarif gaz de 120 €/MWh. Après isolation complète des 340 brides avec des matelas démontables (investissement total : 85 000 € fourniture + pose), les économies mesurées par comptage vapeur s’élèvent à 68 kW (réduction de 76%), soit 596 MWh/an économisés et 71 500 €/an d’économies. ROI mesuré : 14 mois. La prime CEE IND-UT-116 obtenue s’est élevée à 22 400 €, ramenant l’investissement net à 62 600 € et le ROI à 10,5 mois. L’audit complet est disponible dans notre article sur l’audit calorifugeage.
Financement CEE et démarche
L’isolation des brides de tuyauterie industrielles est éligible à plusieurs fiches CEE de la 6ème période (2022-2025, prolongée). La fiche IND-UT-116 « Isolation d’un réseau hydraulique de transport de fluides caloporteurs » est la plus directement applicable : elle finance l’isolation de la tuyauterie et de ses accessoires (vannes, brides, purgeurs, points singuliers) sur les réseaux industriels de vapeur, d’eau chaude, d’huile thermique et de condensat. Le montant de la prime est calculé sur la base des kWh cumac économisés selon un barème forfaitaire par DN, pression et fluide. Pour les brides DN100 sur vapeur à 12 bar, la prime est de l’ordre de 15 à 25 € par bride. Sur 340 brides, cela représente 5 100 à 8 500 €, auxquels s’ajoutent les primes sur les tronçons de tuyauterie contigus. La fiche IND-UT-121 peut également s’appliquer pour des installations spécifiques — voir notre article détaillé sur la fiche CEE IND-UT-121.
La démarche CEE impose de constituer le dossier avant le début des travaux, avec une attestation sur l’honneur de non-commencement et un devis descriptif précisant les DN, les températures de fluide et les longueurs isolées. Un délégataire ou mandataire CEE accrédité accompagne cette démarche. Notre article sur le calorifugeage industriel et les CEE détaille la procédure complète.
Coûts, ROI et dimensionnement économique
Le coût d’un matelas démontable pour bride dépend du DN, de la température de service et de la complexité géométrique (bride standard ou non, présence d’instruments ou de piquages adjacents). La fourchette est de 50 à 300 € par bride, fourniture et pose comprises. Pour DN25-DN50 en série (plus de 50 pièces identiques), des économies d’échelle portent le coût en dessous de 80 € par matelas. Pour les grands DN (DN300 et au-delà) ou les configurations complexes avec plusieurs raccords, le coût peut dépasser 500 €.
Le ROI se calcule simplement : pour une bride DN100 vapeur 150°C, les économies annuelles s’élèvent à 84-126 €. Avec un matelas à 150 € posé, le ROI brut est de 14 à 21 mois. Après déduction de la prime CEE (15-25 € par bride), le coût net est de 125-135 € et le ROI tombe à 12-19 mois. Ce ROI est systématiquement inférieur à 2 ans pour les brides situées sur des réseaux à haute température (T° fluide > 120°C) fonctionnant plus de 4 000 heures par an. Les détails des prix du calorifugeage industriel 2026 permettent d’affiner cette estimation selon les spécifications de chaque site.
En résumé
L’isolation des brides de tuyauterie industrielles par matelas démontables sur-mesure est l’une des actions d’efficacité énergétique les plus rentables disponibles sur tout site industriel équipé de réseaux thermiques. Le matelas démontable est la seule solution compatible avec les contraintes de maintenance (contrôle de couple des boulons, EN 1591, ASME PCC-1), le seul qui permette un accès en moins de 3 minutes sans outil tout en réduisant les pertes thermiques de 85 à 90 %. Pour une bride DN100 sur vapeur à 150°C, le ROI est de 8 à 18 mois — ramené à 4-10 mois avec la prime CEE IND-UT-116. Pour compléter l’approche, consultez nos articles sur les matelas isolants pour points singuliers, le calorifugeage des vannes et le coût d’une vanne non isolée — car les brides et les vannes constituent ensemble l’essentiel des pertes sur un réseau industriel correctement calorifugé sur ses tronçons droits.
Questions fréquentes
Pourquoi une bride de tuyauterie doit-elle être isolée par un matelas démontable plutôt que par des coquilles rigides ?
Les brides de tuyauterie sont des points singuliers qui nécessitent un accès périodique aux boulons : après chaque cycle thermique (mise en chauffe/refroidissement), les joints d'étanchéité se compriment et les boulons se détendent légèrement, imposant un re-serrage (retightening) selon les préconisations ASME PCC-1 ou EN 1591. Sur les réseaux vapeur à haute pression, ce contrôle de couple est effectué à chaque démarrage. Or, une coquille rigide en laine de roche avec parement aluminium enrobée autour de la bride rend cet accès impossible sans destruction de l'isolant — ce qui représente un coût supplémentaire et un risque de remontage défectueux. Le matelas isolant démontable résout ce problème : il se retire en moins de 3 minutes par un seul opérateur sans outil spécial, libère l'accès complet aux boulons et têtes d'écrous, puis se repose immédiatement après serrage. C'est la solution de référence recommandée par les guides ISOVER Industrie et les standards ENI, Shell DEP et Total GS EP INS 141.
Quelle est la perte thermique d'une bride non isolée sur un réseau vapeur ? Quel est le ROI de l'isolation ?
La perte thermique d'une bride nue dépend de son diamètre nominal (DN), de la température du fluide et de la différence de température avec l'ambiance. Pour une bride PN40 DN100 sur vapeur à 150°C (ambiance 20°C, ΔT = 130 K), la perte est de l'ordre de 80 à 120 W selon le coefficient de convection et le facteur d'émissivité de la bride en acier. Sur 8 760 heures annuelles, cela représente 700 à 1 050 kWh/an, soit 84 à 126 €/an au tarif gaz de 120 €/MWh. Un collecteur de 20 brides DN100 non isolées sur le même réseau perd donc 1 680 à 2 520 €/an. Le coût d'un matelas démontable sur-mesure pour bride DN100 est de 80 à 200 €/pièce posé. Le retour sur investissement est de 8 à 18 mois par bride. Avec la prime CEE IND-UT-116 applicable à l'isolation des brides sur réseaux vapeur industriels, ce ROI tombe à 4 à 10 mois. Pour 20 brides DN100, l'économie totale sur 10 ans (durée de vie du matelas) dépasse 15 000 à 22 500 €.
Quels matériaux choisir pour le matelas isolant d'une bride selon la température du fluide ?
Le choix du matériau de garnissage du matelas est déterminé principalement par la température maximale de service. Pour les fluides jusqu'à 100°C (eau chaude, vapeur basse pression, glycol), on utilise des mousses élastomères cellulaires (type Armaflex ou équivalent, λ = 0,034 W/m·K à 40°C, épaisseur 25 à 40 mm) avec parement en PVC souple. Pour les températures de 100 à 500°C (vapeur industrielle de 2 à 40 bar, huiles thermiques, gaz chauds), la laine de roche haute densité est le matériau standard (densité 80 à 120 kg/m³, λ = 0,038 W/m·K à 200°C, épaisseur 40 à 80 mm selon la température) avec enveloppe en tissu de verre enduit silicone ou acier inoxydable. Pour les températures supérieures à 500°C (four industriel, collecteurs de turbines à gaz), les fibres céramiques réfractaires (Al₂O₃ 46 à 96 %, λ = 0,12 W/m·K à 800°C, épaisseur 50 à 100 mm) sont utilisées avec enveloppe en Inconel ou acier inoxydable 316L. Enfin, pour les applications à faible encombrement mais haute température (jusqu'à 200°C), l'aérogel de silice (λ = 0,015 W/m·K à 25°C, épaisseur 15 à 25 mm) offre les meilleures performances pour les espaces restreints entre brides adjacentes.
Comment est dimensionné un matelas isolant pour bride de tuyauterie sur-mesure ?
Le dimensionnement d'un matelas isolant pour bride suit une démarche en quatre étapes. Premièrement, le relevé de cotes géométriques : diamètre extérieur de la bride (DF), distance entre faces (F2F — face to face), nombre de boulons et leur diamètre, présence éventuelle d'une vanne adjacente, d'un thermomètre ou d'un point d'injection. Ces données sont collectées sur fiche de relevé standard ou par scanner 3D pour les configurations complexes. Deuxièmement, le calcul thermique : selon la norme EN ISO 12241 (isolation thermique des équipements de bâtiment et des installations industrielles), on détermine l'épaisseur d'isolant nécessaire pour que la surface externe du matelas reste sous 55°C (EN 563) et que les pertes thermiques soient réduites de 85 à 90 %. Troisièmement, la conception du découpage : le matelas est découpé en 2 à 4 pièces selon la géométrie de la bride (forme en U ou en C pour les brides standards, pièces supplémentaires pour les T, Y et brides à collerette). Quatrièmement, la définition du système de fixation : sangles inox, Velcro haute température ou clips à boucle rapide, en veillant à ce qu'aucun élément de fixation ne bloque l'accès aux boulons de bride. Le délai de fabrication est de 3 à 8 semaines selon la complexité.
Les brides de tuyauterie en zone ATEX peuvent-elles être isolées ? Quelles précautions prendre ?
Oui, les brides de tuyauterie situées en zones ATEX (atmosphères explosibles, classification selon ATEX 2014/34/UE et norme EN 60079) peuvent et doivent être isolées, mais avec des matériaux et une conception adaptés. Les principales précautions concernent trois aspects. Premièrement, les matériaux électrostatiques : en zone ATEX, les matériaux d'enveloppe du matelas ne doivent pas accumuler de charges électrostatiques susceptibles de générer une étincelle d'amorçage. Les enveloppes en PVC standard sont proscrites ; on utilise soit des enveloppes en acier inoxydable (conducteur), soit des tissus de verre antistatiques (résistivité surfacique < 10⁹ Ω selon EN 13463). Deuxièmement, l'absence d'accumulation de gaz : le matelas ne doit pas créer un volume confiné où des gaz inflammables pourraient s'accumuler ; des évents de dégazage sont intégrés si nécessaire. Troisièmement, la traçabilité documentaire : en zone ATEX, chaque matelas doit être accompagné d'une fiche matériau avec les classifications de réaction au feu (M1) et la conformité ATEX des matériaux. Les fournisseurs spécialisés (Isothermel ATEX, Presens Industrie) proposent des matelas certifiés pour zones Ex. Le coût est majoré de 30 à 50 % par rapport à un matelas standard, mais reste très inférieur aux pertes thermiques non traitées.